TOPICS
磯部和真助教がアジア熱科学工学連盟よりYoung Scientist Awardを受賞!
磯部和真助教が2024 AUTSE Young Scientist Awardを受賞
2024年6月25日に磯部和真助教がアジア熱科学工学連盟(Asian Union of Thermal Science and Engineering: AUTSE)より,2024 AUTSE Young Scientist Awardを受賞しました.この賞は,アジア諸国において活躍する35歳以下の優れた若手研究者に対して授与される賞であり,2017年から約2年ごとに表彰が行われております.授賞式は,2024年6月に上海で開催されたThe Third Asian Conference on Thermal Sciences (ACTS2024)にて執り行われました.
日付2024/6/25
研究室伝熱工学研究室

図1 表彰式の様子

図2 2024 AUTSE Young Scientist Award 楯
松本虎太郎さんが公益財団法人工作機械技術振興財団より工作機械技術振興賞・奨励賞を受賞!
つり下げ電極を用いた放電加工による金属AM造形穴のサポート除去
松本虎太郎さんが公益財団法人工作機械技術振興財団より工作機械技術振興賞・奨励賞を受賞しました.
研究内容:近年,3Dプリンタなどの金属AM技術により曲がり穴や内部空間を有する部品の造形が可能となった.しかし,直径10mm以上の曲がり穴の場合,一般に形状を維持するためのサポート構造が穴内部に必要となるほか,焼結されなかった未焼結粉末が残留することがある.AM造形曲がり穴においてサポート構造や未焼結粉末の除去方法は確立されていない.そこで本研究では金属球に柔軟に変形する銅箔を取り付けたつり下げ電極を考案し,放電加工によってこれらの除去を試みた.今回はU字形状,L字形状,さらにS字が2つ組み合わさったループ曲がり穴形状に対してサポート除去加工を行った.つり下げ電極にはタンデムガイドと呼ばれる銅箔を造形物下穴中心に誘導させることを目的とした箔支持ガイドを取り付けるほか,常に電極の加工方向が重力方向となるよう任意の角度に造形物を傾斜させる造形物傾斜制御を行うことで,図1に示すように複雑な形状に対しても正確に電極球の動きを制御でき,サポートや未焼結粉末を完全に除去することに成功した.
日付2024/6/18
研究室特殊加工学研究室

図1 L字,ループ形状におけるサポート除去加工結果の造形物内部CT像

図2 工作機械技術振興賞・奨励賞の賞状
吉田光希さんがASPEN2023でBest Paper Awardを受賞!!
Fundamental Study on Influence of Ground Surface Characteristics on Mold Releasability in Compression Molding of Thermosetting Phenol Resin
吉田光希さんが香港で開催されたThe 10th International Conference of Asian Society for Precision Engineering and Nanotechnology(ASPEN2023)で発表した内容に対して,Best Paper Awardを受賞しました.
研究内容:射出成形などの樹脂成形加工は,プラスチック製品の大量生産および低コスト化には必要不可欠な生産手法であり,今後も生産性の向上や高品質化が常に要求される.現在解決すべき課題として,金型の耐摩耗性,耐食性,離型性などが挙げられ,特に離型性は成形品の品質と金型寿命に大きく影響する.そこで,本研究では,金型加工面性状による成形樹脂の離型性向上を目的とし,精密金型の仕上げ加工面の離型性について研究している.今回は表面粗さの異なる仕上げ加工面の試験片に対して熱硬化性フェノール樹脂を圧縮成形し,図1の離型試験装置で成型品を垂直方向に剥離する際の荷重を離型力として測定することで,表面粗さが離型性に及ぼす影響を離型要因について考察した.その結果,離型力が低くなる適切な加工面粗さRzが存在すること,離型要因としてアンカー効果と成形樹脂内表面近傍での凝集破壊が影響していることを明らかにした.
日付2023/11/21-24
研究室特殊加工学研究室

図1 離型試験装置の模式図
小寺成美さん,原健太さん,藤本真太朗さん,松本虎太郎さん(B4,機械工学コース)が日本機械学会中国四国学生会第54回学生員卒業研究発表講演会で優秀発表賞を受賞!
小寺成美さん,原健太さん,藤本真太朗さん,松本虎太郎さん(B4,機械工学コース)が日本機械学会中国四国学生会第54回学生員卒業研究発表講演会で優秀発表賞を受賞
2024年3月7日に鳥取大学 鳥取キャンパスで開催された日本機械学会中国四国学生会第54回学生員卒業研究発表講演会において,小寺成美さん,原健太さん(流体力学研究室),藤本真太朗さん(伝熱工学研究室),松本虎太郎さん(特殊加工学研究室)がそれぞれ優秀発表賞を受賞しました.
日付2024/3/7
研究室流体力学研究室,伝熱工学研究室,特殊加工学研究室
児玉紘幸講師が優秀研究者賞を受賞!
児玉紘幸講師が優秀研究者賞を受賞
2024年3月29日に児玉紘幸講師が公益社団法人精密工学会中国四国支部より優秀研究者賞を受賞しました.
日付2024/3/29
研究室機械加工学研究室

図1 授賞式の様子

図2 表彰状と楯
山内翔斗さん,福村徹さんが「第22回 学生によるビジネスプランコンテスト(日刊工業新聞社主催)」で優秀賞を受賞!
山内翔斗さん,福村徹さんが「第22回 学生によるビジネスプランコンテスト(日刊工業新聞社主催)」で優秀賞を受賞
日刊工業新聞社主催の「第22回 学生によるビジネスプランコンテスト」(2023キャンパスベンチャーグランプリ中国)において,中国地方の大学院・大学・短大・高専・専門学校 15校から応募された99件の中から,山内翔斗さん,福村徹さん(大学院 博士前期課程 先端機械学コース)のグループが提案した「空き家学生リフォーム事業」が優秀賞(このまち思い広島ガス賞)を受賞しました.このアイディアは,山内さんらが耳にした空き家問題に関するメディアニュースから着想を得ました.なお,受賞のアイデアは大学院環境生命自然科学研究科の大学院科目「高度創成デザイン」の講義で学生が発案したものを本コンテストに応募したものです.
詳しくはこちら
日付2024/1/17
研究室機械工学コース

図1 キャンパスベンチャーグランプリ中国 優秀賞(このまち思い広島ガス賞)を受賞した山内翔斗さん(右)と福村徹さん(左)
木村匠吾さんが2023年度精密工学会春季大会学術講演会でベストプレゼンテーション賞を受賞!!
放電加工における気泡の膨張収縮挙動の数値流体解析
木村匠吾さんが公益社団法人精密工学会より,2023年度精密工学会春季大会学術講演会で発表した内容に対して,ベストプレゼンテーション賞を受賞しました.
研究内容:放電加工では,プラズマの熱により油加工液が蒸発し,気泡が生成される.その後気泡は膨張収縮を繰り返すことで,放電の熱により溶融された金属を吹き飛ばし,放電痕を形成する.しかしながら,気泡挙動が材料除去に及ぼす影響の詳細は十分に明らかとなっていない.そこで本研究では,気泡挙動の制御や最適化によって放電痕除去体積を増大させたり,形状をコントロールし,加工特性を向上させるため,基礎検討として極間での気泡の挙動について数値流体解析(CFD)を用いてその再現を試みた.図1に気泡直径の時間的変化と気泡の形状変化を示す.図より,気泡は膨張と収縮を繰り返す減衰運動をしてから一定の大きさに収束し,安定状態になることがわかる.また,CFDによる解析値と高速度観察による実測値はほぼ一致しており,CFDの再現性も示すことができた.よって,放電加工時に発生する気泡の挙動や材料除去に及ぼす影響の一部が明らかとなった.この解析技術を応用することで,様々な放電加工条件での気泡挙動をシミュレーションし,放電加工現象のさらなる解明や加工特性向上のための技術開発が期待できる.
日付2023/3/16
研究室特殊加工学研究室
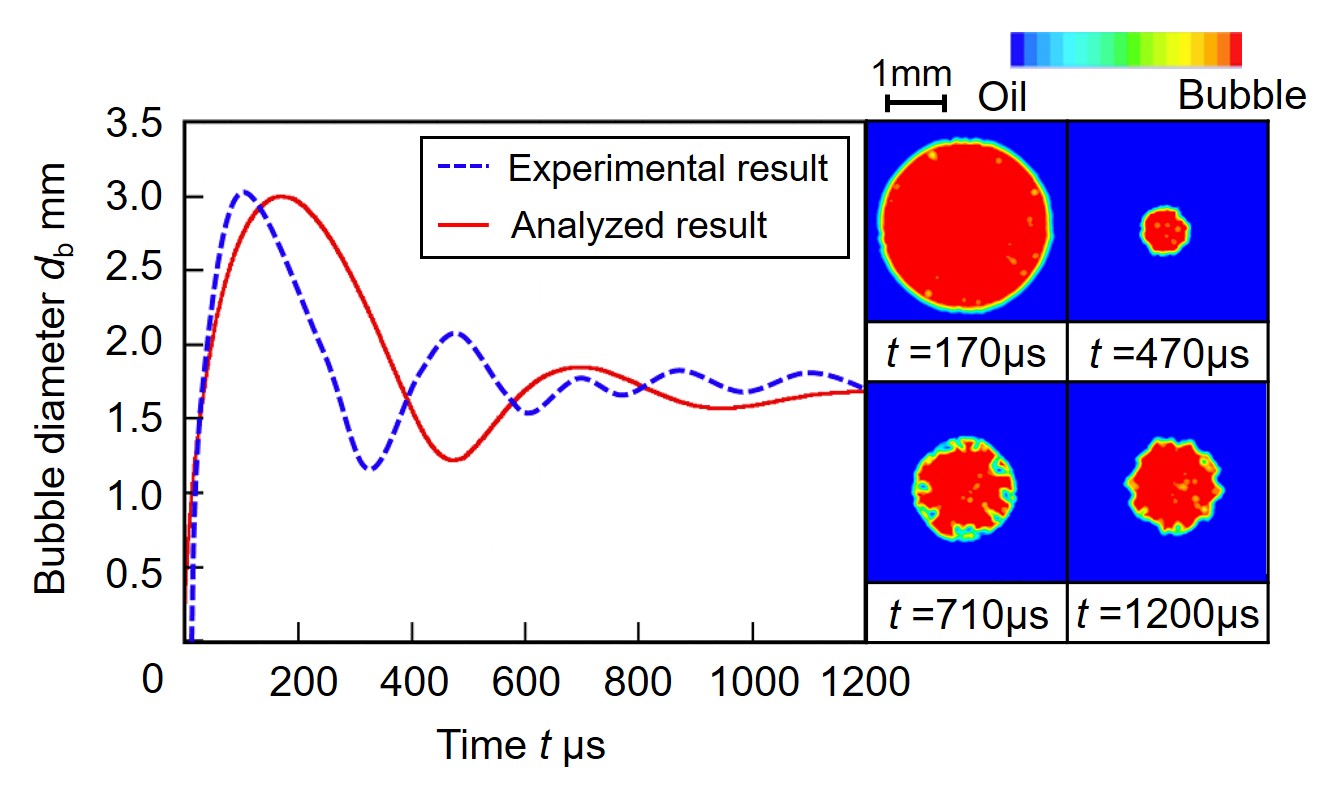
図1 気泡直径の時間的変化と気泡の形状変化
図2 公益社団法人精密工学会「ベストプレゼンテーション賞」賞状
篠永東吾助教が一般社団法人電気加工学会より電気加工学会論文賞を受賞!!
Improvement in Corrosion Resistance of Al-Cu Alloy by Large-area Electron Beam Irradiation
2023年6月26日に篠永東吾助教が一般社団法人電気加工学会より「電気加工学会論文賞」を受賞しました.
受賞論文の概要:Al-Cu合金はアルミニウムに銅を含有したアルミニウム合金の一種であり,軽量でありながら高強度であるといった特徴を有しています.Al-Cu合金の中でもA2017はジュラルミンとも呼ばれ,航空機部品等に広く利用されています.一方で,合金元素に含まれる銅などで構成された金属間化合物(Intermetallic compound: IMC)は腐食の起点となりやすく,Al-Cu合金は耐食性に劣ることが課題です.
近年開発された大面積電子ビーム照射法では,有効径60mmの高エネルギー密度を有する電子ビームを,数µsのパルス幅でパルス状に照射することで,被加工物の極表面を瞬時かつ均一に溶融することができます.また,電子ビーム照射によって急熱,急冷された被加工物の極表面では,母材組織とは異なる緻密な組織を有する再凝固層が形成されます.
本論文では,大面積電子ビームを照射することで,Al-Cu合金表面のIMCを微細化し,耐食性が向上することを明らかにしました.また,非定常熱伝導解析を用いた温度履歴解析からも,IMC微細化の裏付けを示しています.得られた結果は,Al-Cu合金の使用範囲拡大に期待されます.
受賞論文のURL:https://doi.org/10.2526/ijem.27.22
日付2023/6/26
研究室特殊加工学研究室
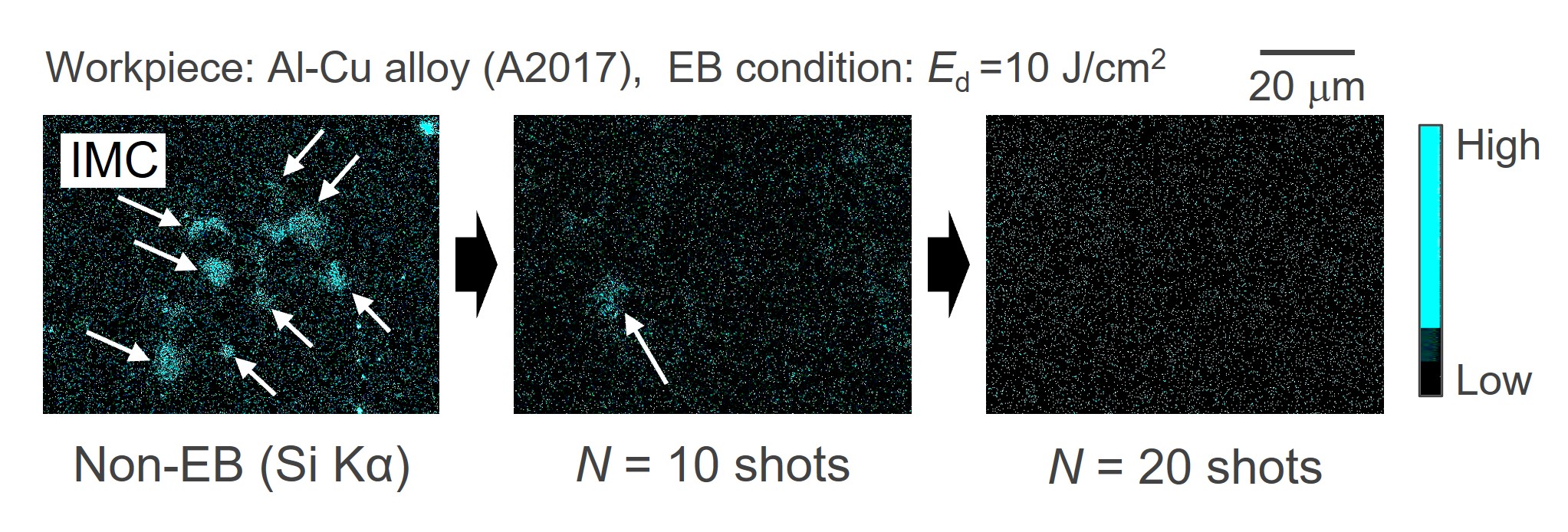
図1 大面積電子ビーム照射による金属間化合物(IMC)の微細化

図2 「電気加工学会論文賞」賞状
竹谷和真さんが公益財団法人工作機械技術振興財団より工作機械技術振興賞・奨励賞を受賞 !!
超仕上砥石の砥粒支持形態に基づく加工機構の検討
竹谷和真さんが公益財団法人工作機械技術振興財団より工作機械技術振興賞・奨励賞を受賞しました.
研究内容:超仕上は,ベアリング(軸受)やメカニカルシールなどの精密機械部品の表面を砥石により鏡面状態に仕上げることにより摩擦低減や密封性を実現する精密加工法の一つです.超仕上の加工条件によって,砥石の切れ味の持続する切削状態から砥石が加工面を主に擦過して鏡面に仕上げる磨き状態まで大きく変化しますが,その仕組みはこれまで明らかにされていません.この研究では,切削状態における砥粒の脱落現象に着目し,砥石表面の砥粒が結合剤により支持される形態の異方性をシミュレーションならびに個々の砥粒に対する圧子の微小押込み試験により明らかにし,超仕上げの加工機構を明らかにしています.
日付2023/6/22
研究室機械加工学研究室
図1 工作機械技術振興賞・奨励賞 賞状
宮﨑悠さんが電気加工学会全国大会(2022)で電気加工学会全国大会賞を受賞!!
細線ワイヤ放電加工における気泡排出挙動の高速度観察
宮﨑悠さんが2022年11月24日~25日に電気加工学会全国大会(2022)で発表した内容に対して,一般社団法人電気加工学会より「電気加工学会全国大会賞」を受賞しました.
研究内容:細線ワイヤを用いる微細ワイヤ放電加工では加工領域が小さく,気泡や加工粉の滞留により放電状態が不安定となりやすい.また,加工粉は気泡が近傍に存在する場合には気泡界面に補足されるため,気泡の排出が加工粉の排出を促すとも考えられる.しかし,油加工液を用いた細線ワイヤ放電加工でのこれらの排出挙動は十分明らかになっていない.そこで,本研究では細線ワイヤ放電加工の高性能化を目的とし,微細ワイヤ放電加工を精密に再現した観察モデルを構築し,加工中の気泡排出挙動の高速度観察を行った.また,高速度観察動画から画像処理を活用して,図1(b)のように気泡のみを検出するなどしてその挙動を詳細に調査分析した.その結果,構築した観察モデルによって加工中の加工粉や気泡の発生と排出状況,放電の分散状況の詳細を同時に観察できること,単発放電エネルギーが大きい加工条件の場合ワイヤ電極近傍での平均気泡サイズや観察領域に存在する総気泡量が増加すること,一般的な加工状況では発生する放電の内約30%が気泡内での気中放電であることなどを明らかにした.
日付2023/4/12
研究室特殊加工学研究室
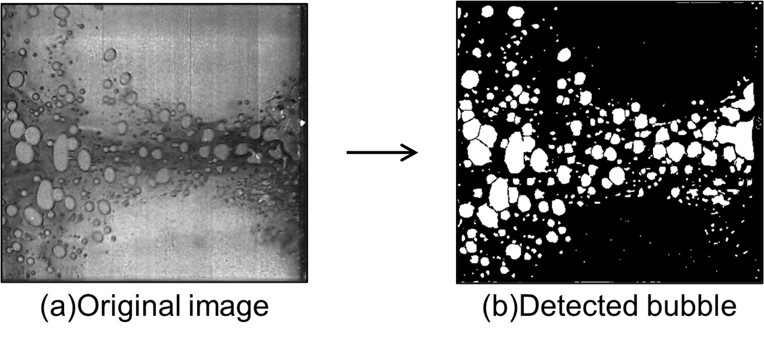
図1 気泡検出方法
工作物端面付近加工時のノズル噴射がワイヤ放電加工特性に及ぼす影響
2022年6月24日に木村匠吾さんが一般社団法人電気加工学会より,電気加工学会全国大会(2021)で発表した内容に対して,電気加工学会全国大会賞を受賞しました.
研究内容:ワイヤ放電加工では,加工溝から加工粉をいかに効率よく排出するかが安定した放電状態を維持するために重要となる.そのため従来,加工と同時に工作物の上下から同軸ノズルを用いて加工液噴射を行い,加工粉排出を促している.近年,生産現場では工作物端面付近を加工する場合に加工が不安定となり加工精度が悪化することが問題視されている.そこで本研究では,工作物端面付近加工時のワイヤ放電加工特性を解明するとともに,加工液流れや加工粉排出状況,ワイヤ撓みについて加工実験や数値流体解析(CFD),構造解析を用いて検討した.加工実験では工作物端面に近いほど,加工特性が低下することがわかった.解析では,図1に示すように工作物端面に近いほど加工溝内の加工液の流速が低下し,工作物端面側へのワイヤ撓みが増大することが確認できた.よって,工作物端面付近加工時の加工特性の低下は,加工液の流速低下による加工粉排出状況の悪化やワイヤ撓み増大によるものであることが明らかとなった.
日付2022/6/24
研究室特殊加工学研究室
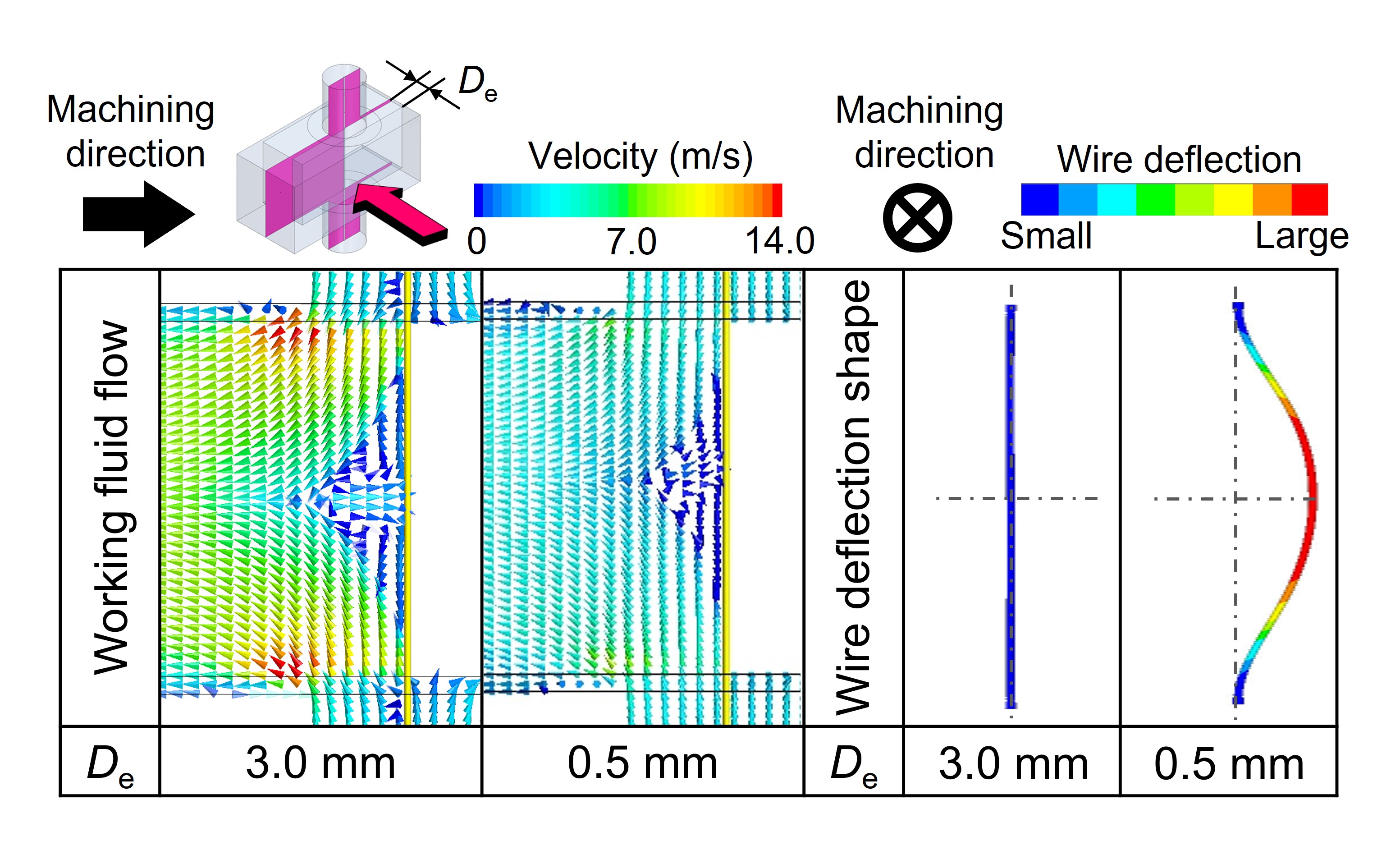
図1 ワイヤ放電加工中の加工溝内の加工液流れとワイヤ撓み
図2 一般社団法人電気加工学会「電気加工学会全国大会賞」賞状
下津遥河さんが工作機械技術振興賞(奨励賞)を受賞
下津遥河さんが工作機械技術振興賞(奨励賞)を受賞
下津遥河さんが公益財団法人工作機械技術振興財団の工作機械技術振興賞(奨励賞)を受賞しました.
研究内容:回転する丸い材料に高速で回転する砥石を切り込み,正確な寸法に仕上げる加工を「円筒研削」といいます。円筒研削では,材料を削る際に大きな力が発生するため,砥石を切り込んだ量よりも,実際に材料が削られる量が少なく,直径がいくらに仕上がるかを推定することは困難です。そこで,砥石を回転させるモーターの電力を測定し,電力の変動からどの程度材料が削られたか推定する手法を機械加工学研究室では構築し,直径約90mmの鉄を削った際に,削られた量を1マイクロメートル(千分の1ミリ)の精度で推定することに成功しました。さらに,加工を繰り返すと砥石の切れ味が低下し,砥石を回転させるモータの消費電力が大きくなるため,砥石の切れ味の変化も考慮できることが確認でき,本研究成果を用いて,より高精度な研削加工の実現が期待されます.
日付2022/06/13
研究室機械加工学研究室

図1 授賞式での賞状を手にする下津さん
吉田匠さんが公益財団法人工作機械技術振興財団より工作機械技術振興賞・奨励賞を受賞!!
マルチワイヤ放電スライシングにおけるウェハ厚さ均一性に関する検討
吉田匠さんが公益財団法人工作機械技術振興財団より工作機械技術振興賞・奨励賞を受賞しました.
研究内容:近年,太陽電池および半導体材料として用いられるシリコンやパワーデバイスとして利用される炭化ケイ素の需要が増加しています.それらの製品を安定的に供給するため,より高効率かつ高品位なインゴットのスライシング技術が求められています.そこで,マルチワイヤソー法に放電加工技術を取り入れた,マルチワイヤ放電スライシング法が開発されました.しかし,インゴットのように工作物切断幅が刻々と変化する材料に対してスライシングを行うと,加工の進展にともないウェハ厚さが減少することが課題となっています.そこで本研究では,加工の進展にともなうウェハ厚さの均一性向上を目的として,加工の進展にともなうワイヤ電極と工作物間の極間距離制御手法を改善しました.それにより切断方向におけるウェハ厚さの均一性を向上させることに成功しました.(図1参照)
日付2022/06/13
研究室特殊加工学研究室
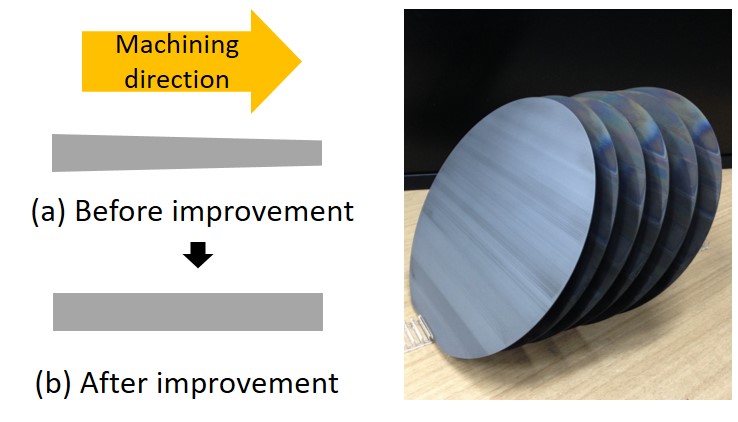
図1 極間距離制御手法改善前後のウェハ模式図と実際のウェハ画像
図2 公益財団法人工作機械技術振興財団「工作機械技術振興賞・奨励賞」賞状
岡田 晃 教授が一般社団法人 日本機械学会より2021年度日本機械学会賞(論文)を受賞!!
放電加工による内部空間形状の創成に関する基礎的研究
2022年4月21日に岡田 晃 教授が一般社団法人 日本機械学会より「2021年度日本機械学会賞(論文)」を受賞しました.
受賞論文の概要:現在の機械加工技術では,小径入口穴を通して金属材料内部に大きな内部空間形状を形成することは難しい.これは,加工中に工具先端に大きな加工反力が作用し,工具が変形したり破損したりするためである.一方,放電加工では加工反力が極めて小さいため,適切に穴内部で変形する工具電極機構が実現できれば,内部空間形状加工実現の可能性が高い.本論文では,形彫放電加工機に備わった標準的な電極サーボ送り制御と電極回転機能を利用し,入口穴径の数倍以上の直径を有する軸対称空間形状を工作物内部に形成することを目的とし,新たに開発した公転球電極を用いた内部空間形状加工について実験的検討を行った.この電極は,加工機ヘッドに取り付けられる回転丸棒部と先端に電極球が接続された傾斜丸棒とが連結された構造となっており,加工機主軸の回転によって電極球に作用する遠心力を変化させることで傾斜角度を精度よく制御できる.公転球電極を用いた場合の電極消耗率や加工面粗さ等の放電加工特性を解明するとともに,いくつかの軸対称内部空間形状の加工を試み,下穴直径に対して十分大きな円筒形や球形の内部空間形状の加工に成功した.また,傾斜角とZ座標の同時二軸制御による水平面形状も精度よく加工可能であった.電極形状とその軌跡に対応した加工形状が精度よく得られる放電加工の特長を最大限に生かした加工法であり,放電加工技術の可能性を拡大する意義ある研究である.
日付2022/04/21
研究室特殊加工学研究室
図1 一般社団法人 日本機械学会「2021年度日本機械学会賞(論文)」賞状
機械設計学研究室の活動がテレビで紹介されました!!
機械設計学研究室の活動がテレビで紹介
2022年4月13日に,機械設計学研究室の活動がテレビ新広島「発見!アドレナ人」にて紹介されました.
こちらのホームページにて放送時の様子が公開されています.
日付2022/04/18
研究室機械設計学研究室
これより過去のニュースはこちら